鑄鐵床身鑄件收縮率解析與質量控制的核心價值

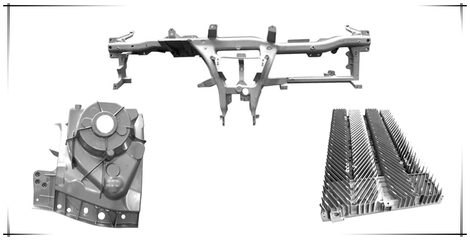
在精密機械制造領域,鑄鐵床身作為機床、壓力機等設備的核心基礎結構件,其內在質量直接決定了整機的精度、穩定性與使用壽命。其中,鑄件的收縮率是一個關鍵但常被忽視的工藝參數,對其進行深入理解與精準控制,是保障金屬結構件,尤其是像鑄鐵床身這類大型、復雜鑄件達到設計性能要求的基礎。
一、鑄鐵收縮率的內涵與影響因素
鑄鐵在液態冷卻凝固至固態,并繼續冷卻至室溫的過程中,其尺寸會發生收縮。這一過程通常分為三個階段:液態收縮、凝固收縮和固態收縮。三者之和即為總收縮率,它直接影響鑄件的最終尺寸精度、內部致密性以及是否產生縮孔、縮松、變形或裂紋等缺陷。
影響鑄鐵(特別是灰鑄鐵、球墨鑄鐵等常用床身材料)收縮率的因素極為復雜,主要包括:
- 化學成分:碳、硅含量越高,石墨化膨脹越充分,可部分抵消凝固收縮,故收縮率相對較小。合金元素的種類與含量也顯著影響。
- 鑄造工藝:澆注溫度、鑄型剛度、冷卻速度、冒口與冷鐵的設置等。鑄型剛度不足,在鐵水石墨化膨脹階段會被“撐大”,反而導致鑄件實際尺寸脹大,擾亂收縮規律。
- 鑄件結構與壁厚:結構復雜、壁厚不均會形成不同的冷卻條件,導致各部分收縮不一致,產生內應力與變形。
對于床身鑄件,其結構通常龐大、壁厚差異大、型腔復雜,因此收縮率的預測與控制更為困難,也更為關鍵。
二、收縮率控制對于床身鑄件質量的極端重要性
- 保障尺寸精度與加工余量:準確的收縮率是模具(模樣)尺寸放大的依據。若估算不準,會導致鑄件成品尺寸超差,要么后續機加工余量不足而報廢,要么浪費大量材料和工時去除多余余量。對于大型床身,尺寸偏差可能累積造成裝配困難。
- 確保內在致密性與機械性能:收縮若得不到有效補縮,會在熱節部位形成縮孔、縮松缺陷。這些缺陷位于床身內部時,會嚴重削弱其有效承載截面,成為應力集中源,大幅降低鑄件的強度、剛度及疲勞壽命。一個內部存在縮松的床身,即使初期檢驗合格,在長期交變載荷下也可能發生早期失效。
- 控制鑄造應力與防止變形開裂:不均勻的收縮是產生熱應力和相變應力的主要原因。若應力過大,在鑄造過程中可能導致冷裂,或在后續加工、使用中因應力釋放而變形,使精心加工的導軌面喪失精度。穩定的、可預測的收縮行為是進行鑄件應力分析和采取防變形工藝(如反變形設計)的前提。
- 提升工藝穩定性與經濟性:掌握特定條件下(材料、結構、工藝)的收縮規律,可以實現工藝的標準化與優化。這能減少試模次數,降低廢品率,提高生產效率,并實現材料的最優利用,從而在整體上降低成本,提升產品競爭力。
三、實現精準控制:從設計到生產的系統管控
在現代優質鑄造中,對收縮率的控制已不再依賴單一的經驗系數,而是一個系統工程:
- 設計階段:利用凝固模擬軟件(CAE)對鑄件充型、凝固過程進行仿真,預測收縮缺陷可能發生的位置與程度,從而優化鑄件結構設計(如均勻壁厚、平滑過渡)和工藝方案(如冒口、冷鐵、澆注系統的科學布置)。
- 材料與工藝規范:嚴格穩定鐵液的化學成分、熔煉工藝及孕育處理,確保材料收縮特性的穩定。制定并執行詳細的造型、制芯、澆注、冷卻工藝規程。
- 過程監控與反饋:對關鍵工藝參數(如鐵水溫度、型砂性能)進行實時監測。對首件或批次件進行詳細的尺寸檢測和超聲波、射線等無損探傷,將結果反饋至工藝設計,形成閉環控制,持續修正和完善收縮率數據。
鑄鐵床身鑄件的收縮率,雖是一個微觀的物理現象,卻宏觀地主宰著產品的最終質量與可靠性。在“世界建筑建材總網”所涉獵的廣闊金屬結構件領域中,以床身鑄件為代表的精密鑄件,其質量標桿正是建立在諸如收縮率控制這類扎實的工藝細節之上。認識到其重要性,并投入資源進行科學管理與控制,是鑄造企業從“能制造”邁向“精制造”,生產出具備卓越精度、穩定性與耐久性高端基礎結構件的必由之路。這不僅是滿足客戶需求的技術保障,更是企業在激烈市場競爭中構筑核心優勢的堅實根基。
如若轉載,請注明出處:http://m.hbemc.org.cn/product/11.html
更新時間:2026-06-19 13:34:21